
AI for Engineering Knowledge Management
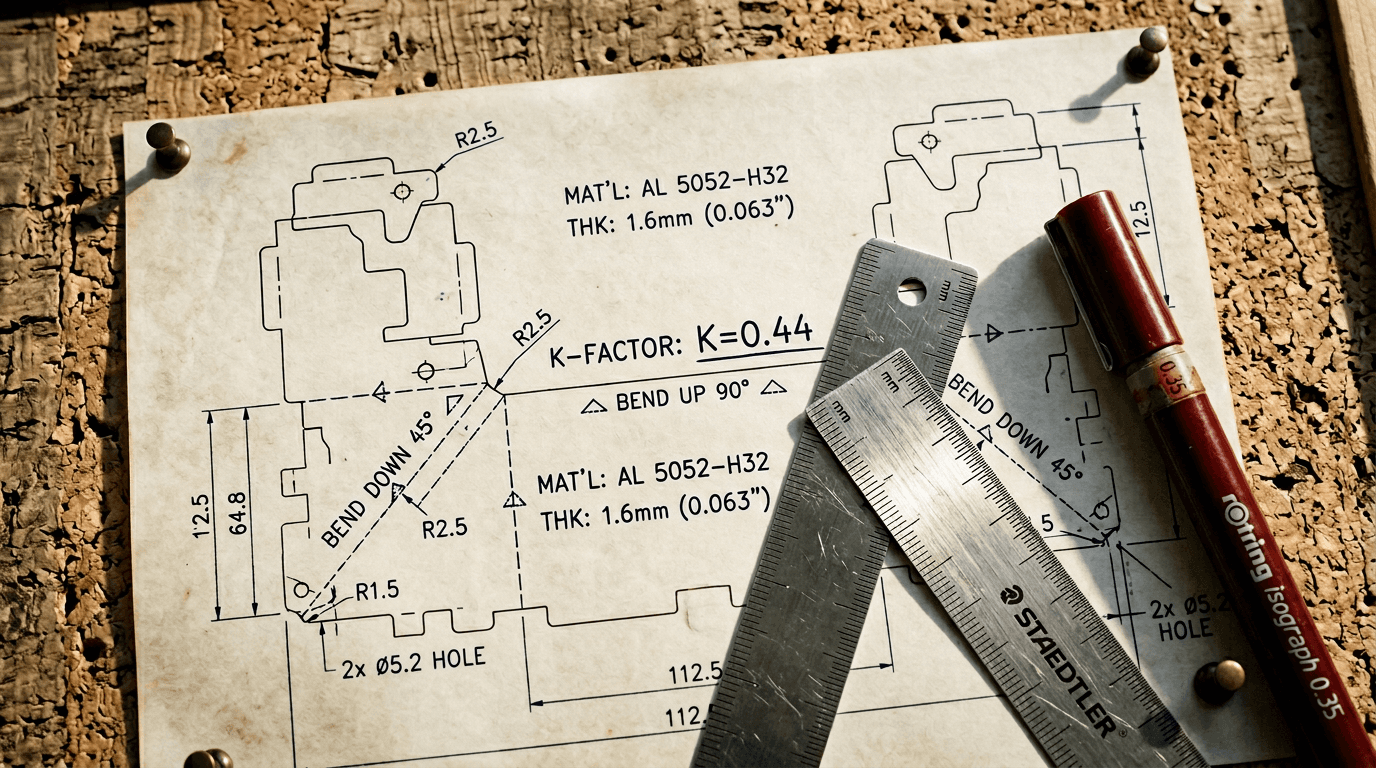
A mechanical engineer's guide to AI-powered sheet metal DFM, covering bend radius validation, k-factor accuracy, flat pattern generation, and cost optimization before parts go to fab.
·
⏱
5 min read

Michelle Ben-David
Michelle Ben-David is a mechanical engineer and Technion graduate. She served in an IDF elite technology and intelligence unit, where she developed multidisciplinary systems integrating mechanics, electronics, and advanced algorithms. Her engineering background spans robotics, medical devices, and automotive systems.

BOTTOM LINE
DFM (Design for Manufacturing) is most valuable when it's embedded in the design process, not tacked on at the end
Real DFM analysis requires understanding geometry, material properties, machine capabilities, and cost tradeoffs simultaneously. No single rule or checklist captures that complexity.
Leo's Inspect feature runs DFM analysis across dozens of manufacturing constraints in parallel, identifying cost-saving opportunities and manufacturability issues before a single production quote is requested.
Sheet Metal DFM Is a Geometry Problem
Sheet metal fabrication failures are almost entirely geometry-based. The material and the process are well understood. The failure modes are documented. Minimum bend radius tables exist for every common alloy and temper. Hole-to-bend clearance rules are calculable. Flat pattern interference is a geometric fact that can be checked before the file goes to the laser.
The reason these failures still reach fabrication is not that engineers do not know the rules. It is that checking every feature on every part against every applicable rule, at the pace of a real design cycle, does not happen consistently without a tool that does it automatically.
IN PRACTICE
What Engineers Are Saying
"Leo found a nature-inspired solution — a concept we wouldn't have thought of — that let us use standard, off-the-shelf parts. No custom manufacturing. No dedicated engineer. We saved around $400 per system."
— Chen, Team Lead at ZutaCore
FAQ
Catch DFM Issues Before Fabrication
Leo validates bend radius, k-factor, and flat pattern in seconds.
Leo AI checks your sheet metal parts for bend radius, k-factor, and flat pattern issues before they reach manufacturing. Try Leo at getleo.ai/onboarding.
Schedule a Demo →
#1 New AI Software Globally - G2 2026
Enterprise-grade security
Trusted by world-class engineering teams
